
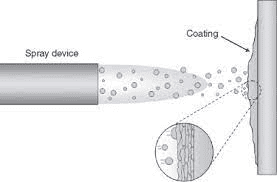
Thermal plasma spraying is the process of coating materials with a solid conductive material to create a heat distribution pattern. There are three common types of these processes. The first involves feeding a high temperature, pulse modulated, a stream of gas or liquid through a nozzle at very high velocities. An electrical arc is produced by passing an electrical current through the spray that vaporizes the material being coated. This vapor is then collected by a separator and disposed of. The second type uses compressed air to spray a heated product, generally foam, at very high pressures.
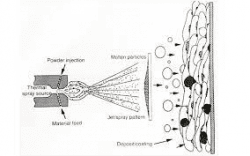
The third type of thermal plasma spray coating process, like the ones from Poeton, makes use of a positively charged coating of a solid electrode, generally an electrode that is made from tungsten or other metal, onto a substrate that is electrically charged. The coated substrate is then fed into a spray chamber where the gas or liquid is sprayed into the chamber. An electric arc is produced by passing an electric current through the spray, vaporizing the charged particles in the chamber, and sending the vapor into the nozzle. These charged particles, once being vaporized, are released into the coating. The chamber is continually replenished with coating feedstock; it is cleaned and degreased periodically to remove contaminants.
Coatings produced by thermal plasma spraying have high levels of conformability, thermal resistance, and adhesion strength. They also resist abrasion, most metal corrosion, and impact damage. Although these are excellent barriers to abrasion, they cannot prevent damage to the substrate if the substrate is impacted. Adhesion strength is an important factor in preventing damage to the coating because the strength of the coating is directly proportional to the applied load, or weight, on the coating. Thus, the higher the applied load, or weight, on the substrate, the lower the adhesion strength.